大发耀彩网欢迎光临鼎嘉汽车部件泰州有限公司官网!
服务热线:159-5261-3860


联系人:封经理
大发耀彩网手 机:15952613860
邮 箱:djqcbj@163.com
传 真:0523-86166908
大发耀彩网网 站:www. djqth.com
地 址:泰州市高港刁铺街道丰岸路民营工业园区
这种情况往往会影响到冲压件的质量,使模具结构设计变得比较复杂,影响了模具在压力机上更换的时间;同时常规弹性元件占有模具空间太大,正大、增大了模具制造的成本。销售气压支撑杆例如弹簧、橡皮均存在着需要预紧,才能达到设计所需的弹压力,而它们的弹压力又是随行程加大而明显地增大,这种弹压里不恒定的性能,可能导致零件不能成形,对拉延力是很不理想的。对于复杂的拉延成型零件,这个矛盾就显得特别突出,有时只好采用增加工序的办法来解决这类问题。气压支撑杆批发再如弹簧、橡皮的起始力都不大,这一点对要求起始力比较大的弯曲、翻边等工艺,也不理想。由此产生的结果是,冲压制件的质量不稳定,调整模具费时费力。对于密集型冲头的冲裁工艺,如采用弹簧和橡皮卸料,往往会遇到模具的卸料空间不够安放弹簧或橡皮,因而需要加大模具空间来解决这类问题。还可以举出不少这类例子。

现有气弹簧存在的主要问题点及分析:①.过长气弹簧过长的后果:降低了气弹簧的稳定性,销售气压支撑杆在受力后产生形变,加重了活塞与缸筒、活塞杆与油封的磨损,造成气密性不严,使气弹簧产生漏油漏气现象。②温度的影响经测量,产品在工作30分钟后靠近排气管温度为140度,影响密封橡胶的硬度以及造成密封橡胶老化现象,从而使元件产生漏油漏气现象。小导向长度不够经测量实际导向长度为22mm,气压支撑杆批发使气弹簧的稳定性和抗偏载能力降低,加重了元件的磨损。③磕碰喷漆的影响经检查气弹簧缸筒上普遍存在喷漆现象,以及活塞杆表面有磕碰划伤痕迹。活塞杆运动时,会破坏密封表面,造成漏油和漏气现象。磕碰产生原因:在装配装运的过程中产生的磕碰现象;在使用维护过程中产生的磕碰现象。在供方及物流环节产生的磕碰现象;喷漆现象产生原因:在涂装时,油漆喷溅到气弹簧活塞杆上。
传统的尾座分为手动尾座、液压尾座和气动尾座。手动尾座根据偏心原理锁紧在床身上,销售气压支撑杆用手摇手轮使丝杆带动尾座主轴前进、后退。液压尾座和气动尾座依照液压原理及气动原理使尾座芯轴前进后退,尾座体上使用限位开关能防止其与床鞍相撞。以液压尾座为例,在尾座体内设有套筒,套筒内侧前部安装有顶尖机构;在尾座体的后端接有油缸,在套筒的后端尾座体的内侧固定连接有后盖,气压支撑杆批发后盖连接与油缸相配的活塞杆的外端头。油缸的动作可带动后盖和套筒在尾座体内滑动,达到顶尖伸出顶持工件或顶尖缩回的目的。但这种尾座只能在装卡工件时一次定位。

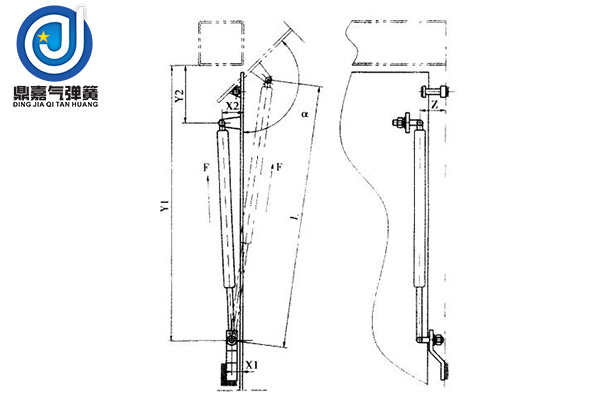
气弹簧是一种可以省力的可升降弹簧,可分为可自锁气弹簧(如座椅的底部升降,老板椅后靠背等),销售气压支撑杆不可自锁气弹簧(如汽车尾箱、壁橱门的升降支撑),气弹簧的结构主要由套筒、活塞和活塞杆等组成,在套筒内加入高压空气或高压氮气,由于活塞两端面积不等产生压差,推动活塞及活塞杆移动以及支撑人或重物。评判一个气弹簧的质量评判一个气弹簧的质量优劣主要从以下几个方面考虑:气压支撑杆批发首先是其密封性,如果密封性不好会在使用过程中出现漏油、漏气等现象;其次是精确度,比如需要500N的气弹簧,有的厂家生产出来的力误差不超过2N,有的厂家的产品可能和实际需要的500N相差比较远;再次是使用寿命,其使用寿命以其可以完全伸缩的次数计算;后就是在行程中的力值变化,理想状态下的气弹簧应该在整个行程中力值保持不变。但由于设计和加工的因素,使得气弹簧在行程中的力值不可避免地出现变化。而其变化的幅度是衡量一支气弹簧质量好环的重要标准,变化的幅度越小,说明气弹簧质量越好,反之则越差!

所有型号的气弹簧的作用原理是一样的,即不需维修、自我封闭的系统,充填带有压力的氮气,销售气压支撑杆氮气在盖子关闭时通过活塞上的节流孔流出。这样可以提供确定的活塞进入速度,并能确保制动。在活塞移出时,终端位置充填的油可能导致软着陆。由于此种原因,终端减振只有在活塞杆向下安装气弹簧时才起作用。在系统启动时氮气回流,并支持附带的手动操作。据ACE公司介绍,和其他减振方法相比,气压支撑杆批发这种减振方案特别好的可调节性主要表现在气弹簧分别填充氮气的可能性。ACE公司介绍说,充氮可以根据需要由用户在现场或在生产中进行。

气弹簧在汽车中的应用,那是非常广泛的。气压支撑杆批发因此,对它进行改装,如果把握不好的话,不仅不能够达到良好的预期效果,还可以影响到汽车的使用性能,甚至会使汽车不能够正常行驶。所以说,对气弹簧进行改装需要慎重对待,千万不能马虎。气弹簧在改装过程中,是需要注意一些事项的,要考虑到原装减震器的搭配是否合理,销售气压支撑杆以及气弹簧更换好以后,降低车身后会不会影响到车身的强度。此外,如果气弹簧强于减震时,减震器的减震功能是否会受到影响,相反的话则是要考虑到是否会影响到气弹簧的缓冲效果,还有就是整车的操控性能是否会受到影响,是否会出现一些危险因素。


