欢迎光临鼎嘉汽车部件泰州有限公司官网!
服务热线:159-5261-3860


联系人:封经理
手 机:15952613860
大发耀彩网邮 箱:djqcbj@163.com
传 真:0523-86166908
网 站:www. djqth.com
地 址:泰州市高港刁铺街道丰岸路民营工业园区

气弹簧金属切削机床在加工长轴类工件时,必需使用带有顶尖机构的尾座,工件的一端由卡盘夹持,热销气撑杆另一端由顶尖顶持在端面的中心部位,这种结构的尾座属刚性顶持。在加工过程中,长轴类工件发热会有一定量的伸长,由于得不到释放,此时工件会出现一定量的弯曲,影响加工精度。气撑杆价格大发耀彩网现提供一种长轴类工件在加工时受热伸长可自行调整、不发生弯曲、保证加工精度、提高工件质量的弹簧预紧式液压浮动尾座,以克服现有技术的不足。

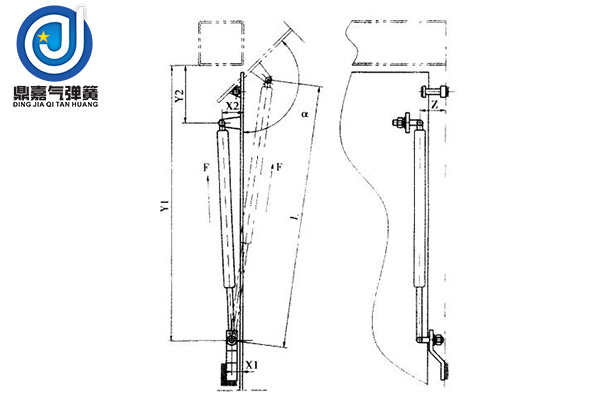
气弹簧活塞杆必须向下位置安装,不得倒装,这样可以减低摩擦和确保好的阻尼质量及缓冲性能。热销气撑杆决定支点安装位置是气弹簧能否正确进行工作的保证,气弹簧必须用正确方法安装,即当关闭时,让其移过结构中心线,否则,气弹簧会经常自动将门推开。气弹簧在工作中不应受到倾斜力或横向力的作用。不得作扶手用。为确保密封的可靠性,不得破坏活塞杆表面,严禁将油漆和化学物质等涂在活塞杆上。也不允许将气弹簧先安装在所需位置后喷、涂漆。气撑杆价格大发耀彩网气弹簧为高压制品,严禁随意剖析、火烤、砸碰。气弹簧活塞杆严禁向左旋转。如需要调整接头方向,只能向右转动。使用环境温度:-20℃-+60℃。(特定制造80℃)安装联接点,应转动灵活,不能有卡阻现象。选择尺寸要合理,力的大小要合适,活塞杆行程尺寸要留有10毫米余量。

气弹簧选型知识一、 气弹簧选型主要注意的几个参数:1、气弹簧全长(A),指气弹簧完全伸展后两个安装中心孔之间的距离。2、气弹簧行程(B),指气弹簧完全伸展长度减去完全压缩长度后所压缩的距离。气撑杆价格如完全伸展后全长为300mm,完全压缩后长度为200mm那么其气弹簧行程为100mm,此为气弹簧的行程3、气弹簧选择长度时一定要注意全长及行程之间的关系,太原气撑杆应该遵守以下公式:A(气弹簧全长)≥B(气弹簧行程)*2+80mm注意:80mm为气弹簧导向套、活塞、接头等部位的小长度,很多客户未注意我司选型书之此公式而选择错误型号,请在选型时务必注意

这种情况往往会影响到冲压件的质量,使模具结构设计变得比较复杂,影响了模具在压力机上更换的时间;同时常规弹性元件占有模具空间太大,正大、增大了模具制造的成本。热销气撑杆例如弹簧、橡皮均存在着需要预紧,才能达到设计所需的弹压力,而它们的弹压力又是随行程加大而明显地增大,这种弹压里不恒定的性能,可能导致零件不能成形,对拉延力是很不理想的。对于复杂的拉延成型零件,这个矛盾就显得特别突出,有时只好采用增加工序的办法来解决这类问题。气撑杆价格再如弹簧、橡皮的起始力都不大,这一点对要求起始力比较大的弯曲、翻边等工艺,也不理想。由此产生的结果是,冲压制件的质量不稳定,调整模具费时费力。对于密集型冲头的冲裁工艺,如采用弹簧和橡皮卸料,往往会遇到模具的卸料空间不够安放弹簧或橡皮,因而需要加大模具空间来解决这类问题。还可以举出不少这类例子。

氮气弹簧的特点可归纳为以下几方面:(1)在较小的空间中,可以产生较大的初始弹压力,不需要预紧,传力模块一俟开始与氮气弹簧柱塞接触就具有弹压力。一个氮气弹簧可以代替多个弹簧,气撑杆价格对于工作行程相同的模具,采用氮气弹簧的模具高度要比采用弹簧的模具高度小很多; (2)弹压力在整个行程中,可以基本保持恒定; (3)根据不同的冷冲压工序要求,其弹压力的大小、受力点的位置可以随时调节,调节准确、方便,在模具设计和调试中,热销气撑杆大发耀彩网可以很方便实现弹压力的平衡; (4)简化模具压力、卸料等结构,简化模具设计,缩短模具制造周期; (5)提高冲压件质量,保证冲制件质量稳定,缩短在压力机上更换模具时间,提高劳动生产率,降低成本; (6)使用寿命长、安全、可靠,安装和维修简单、可靠、方便; (7)适用于作为不需要外加动力源的气垫装置。
评判一个气弹簧的质量优劣主要从以下几个方面考虑:首先是其密封性,如果密封性不好会在使用过程中出现漏油、漏气等现象;气撑杆价格其次是精确度,比如需要500N的气弹簧,有的厂家生产出来的力误差不超过2N,有的厂家的产品可能和实际需要的500N相差比较远;再次是使用寿命,其使用寿命以其可以完全伸缩的次数计算;后就是在行程中的力值变化,理想状态下的气弹簧应该在整个行程中力值保持不变。但由于设计和加工的因素,使得气弹簧在行程中的力值不可避免地出现变化。热销气撑杆而其变化的幅度是衡量一支气弹簧质量好环的重要标准,变化的幅度越小,说明气弹簧质量越好,反之则越差!


